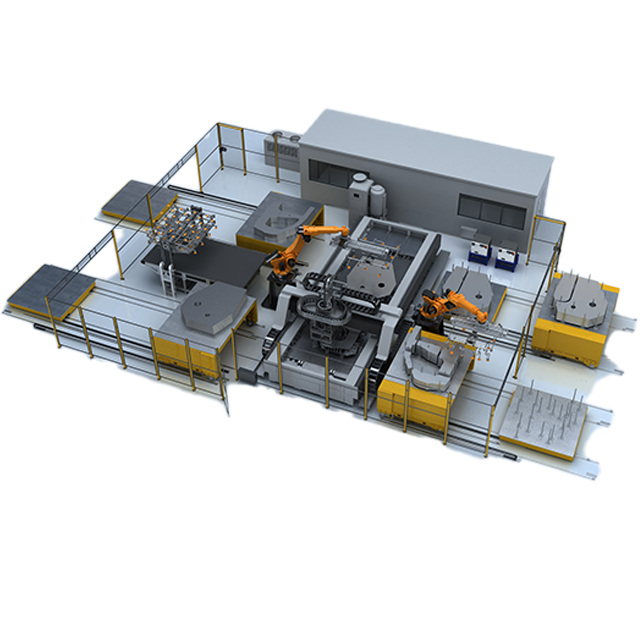
激光拼焊生产线
应运情况涉及到传统性条水平线焊接、多个韧性条水平线焊接、弧线焊接、的曲线焊接、多个条水平线焊接等很多焊接整合的形式,兼备率与韧性优质。
上、下料机区拆、堆垛均为机诫系统人或桁架机诫手途径,均为双台车,迅速的切回;二氧化碳缴光拼焊区,注意选用二氧化碳缴光对接焊方法头进行调整或料片进行调整途径,对接焊方法不断循环能否迅速的切回,二氧化碳缴光拼焊家庭作业回收用率取得升降;整线为波形清晰型设计途径,整线设计密集,系统土地征用节省,高低料机及货运便利;整线注意單元均注意选用前十强国外进口报关企业国产品牌,在这其中二氧化碳缴光器單元、焊口侦测及检验單元、机诫系统人單元、电气成套调整單元等均为国外进口报关前线企业国产品牌,充分的维护整线基本点單元行驶维持稳定,的性能最适宜。







 您当前所在位置:
您当前所在位置:

